-
 +86-576-82686004
+86-576-82686004
-
 allen@badavalve.com / daisy@badavalve.com
allen@badavalve.com / daisy@badavalve.com
-

• Sin plomo, aprobado para agua potable
• Normas: NSF/ANSI 61, NSF/ANSI 372
• Tamaños de 1/2" a 2"
• Aplicación: Comercial y Residencial
• Terminar Conexión: Prensa x Prensa
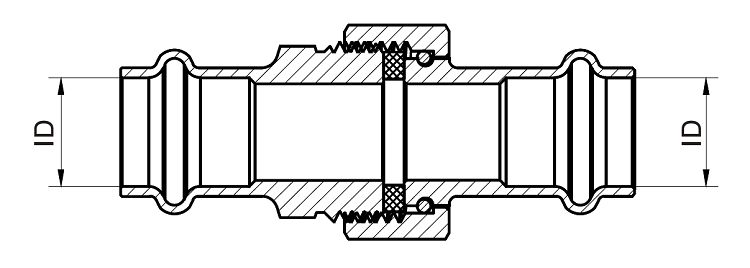
1. Descripción del producto:
● Rápido y fácil de usar
● Ayuda a los instaladores a conectarse fácilmente durante las pruebas de esfuerzo
● Minimice el tiempo de inactividad del sistema al permitir conexiones húmedas
● No se requiere llama, soldadura, fundente ni equipo pesado
● Presione la tecla Unirse para establecer una conexión segura en 7 segundos
2. Especificaciones del producto:
|
Artículo No. |
IDENTIFICACIÓN |
Material |
Certificación |
piezas/bolsa |
|
70209500 |
1/2" |
C46500/ C69300 |
UPC NSF/ANSI 61 NSF/ANSI 372 |
1 |
|
70209600 |
3/4" |
1 |
||
|
70209700 |
1" |
1 |
||
|
70209800 |
1-1/4" |
1 |
||
|
70209900 |
1-1/2" |
1 |
||
|
702010000 |
2" |
1 |
3. Método de conexión:
Crimp es una forma de conexión mecánica utilizada para tuberías de cobre y acero que utiliza herramientas de presión, mordazas y anillos para asegurar elementos de sellado y adaptadores a la tubería.
El sistema de conexión de cobre a presión proporciona una instalación de alta calidad más rápida y limpia que la soldadura tradicional. Los adaptadores de compresión de cobre brindan una instalación confiable y duradera tanto sobre como bajo tierra. El tubo debe insertarse completamente en el adaptador y debe presionarse de acuerdo con las instrucciones del fabricante utilizando las herramientas de presión, las mordazas y los anillos recomendados por el fabricante. Para aplicaciones que no sean agua doméstica, póngase en contacto con el fabricante.
Los adaptadores de acero inoxidable brindan un método rápido, fácil, limpio y confiable para instalar sistemas de tuberías de acero inoxidable de 1/2"-2" (15-50mm). Las conexiones de presión no requieren una llama o un arco como la soldadura; no hay aceites de corte, virutas ni tiempo de configuración como roscado o rebordeado.
4. Accesorios:
Elemento de sellado de EPDM
5. Instrucciones de instalación:
1. Cortar la tubería
Se debe utilizar un cortatubos de cobre adecuado para garantizar un corte limpio y recto. Nota: Es importante que la tubería de cobre esté completamente cortada a escuadra y que los extremos de la tubería (exterior) estén limpios y libres de rayones o daños como abolladuras o deformaciones.
2. Eliminar rebabas
Utilice una lima o una herramienta de desbarbado para asegurarse de que los extremos interior y exterior de la tubería estén completamente libres de rebabas o bordes afilados. Nota: Asegúrese de que el desgaste excesivo no afecte el diámetro exterior de los extremos del tubo.
3. Revisar los adaptadores
Antes de insertar el tubo, verifique que las juntas tóricas (15-50mm) y los espaciadores/abrazaderas (65-100mm) estén correctamente colocados y libres de daños, polvo, suciedad o residuos. Recomendamos mantener los adaptadores en su embalaje el mayor tiempo posible hasta el momento de su uso.
4. Profundidad de intubación
Todos los extremos de las tuberías de cobre se cortan y eliminan las rebabas para insertarlos en los adaptadores que requieren que se aplique una profundidad de inserción a la tubería antes de insertar el adaptador. Las marcas se aplicarán midiendo desde el extremo del tubo con una regla o cinta métrica y usando un marcador hasta la longitud deseada. Esta marca asegurará que el tubo esté completamente insertado en el adaptador antes de presionar hacia abajo.
5. Intubación
El tubo debe insertarse paralelo al acoplamiento del acoplamiento, asegurándose de que las juntas tóricas o anillos de sujeción y los espaciadores (DN65-100mm) no estén dañados, asegúrese de que los adaptadores con las marcas de inserción al lado del extremo del acoplamiento estén visibles.
6. Selección de herramientas de estampado
Las herramientas que se utilizarán deben cumplir con las normas, estar bien mantenidas y cumplir con los requisitos de servicio del fabricante. Se debe verificar el tipo y tamaño correctos de mordazas para garantizar que estén limpias, libres de defectos y contaminación.
7. Junta de compresión
Las mordazas deben descansar sobre el racor, debidamente alineadas y posicionadas. Cuando todos los requisitos sean correctos, la herramienta debe activarse para deprimir la junta. La herramienta debe completar el ciclo correcto y el extremo de la mordaza debe estar completamente cerrado cuando haya terminado. Si la herramienta no completa el ciclo requerido durante la operación, se debe cortar el adaptador, reemplazarlo y luego presionarlo. Ningún adaptador debe presionarse más de una vez. Las herramientas deben usarse de acuerdo con los requisitos escritos del fabricante respectivo.
8. Rescisión conjunta
Después del prensado, se deben inspeccionar los adaptadores para asegurarse de que el prensado sea correcto y que no haya grietas ni deformaciones excesivas. La marca de inserción de la tubería debe revisarse y ubicarse en el borde del adaptador para asegurarse de que no se haya movido. (DN65/DN80/DN100 tienen una etiqueta adhesiva en cada conector que se puede quitar después de presionar e inspeccionar para verificar su cumplimiento).
6. Tabla de distancias mínimas de soldadura:
Las distancias mínimas al realizar engarces cerca de la soldadura se muestran en la siguiente tabla. No debe haber rastros de soldadura, fundente o residuos en la tubería.
| Diámetro del tubo |
Distancia mínima |
Diámetro del tubo |
Distancia mínima |
|
1/2" |
1-1/2" |
1-1/4" |
3-3/4" |
|
3/4" |
3-1/4" |
1-1/2" |
4-1/2" |
|
1" |
3" |
2" |
6" |
7. Herramienta de prensado y mordazas:

8. Recomendaciones:
Adaptador hembra de prensa de latón sin plomo de Fada, FPT x P
Adaptador de prensa de latón sin plomo de Fada, Prensa x Prensa












Proveedor mundial de adaptadores, válvulas y otros productos de latón/bronce de alta calidad.
 Sr. Allen Lee
Sr. Allen Lee +86-576-82686004
+86-576-82686004 +86-576-82686000
+86-576-82686000 allen@badavalve.comdaisy@badavalve.com
allen@badavalve.comdaisy@badavalve.com Camino de Fengjiang, Condado de Luqiao, Ciudad de Taizhou, Provincia de Zhejiang, China
Camino de Fengjiang, Condado de Luqiao, Ciudad de Taizhou, Provincia de Zhejiang, ChinaEscanee el código para ver el sitio web móvil




 ES
ES
 English
English